


 English
English Español
EspañolMXB-JFFB Self-Lubricating Half Bearing
Cat:Self-Lubricating Bearing
MXB-JFFB self-lubricating half bearings refer to bearings that cover only half of the circumference of a shaft or axle, providing support and reducing...
See DetailsI. Technical Background and Collaborative Innovation Value
As a core supplier of self-lubricating bearings and copper-based materials, Zhejiang Mingxu has extended its patented fixture technology for brass workpieces to the processing of graphite copper bushings and precision copper plates, addressing three major industry pain points:
l Graphite copper bushing surface protection: Traditional clamping methods cause graphite layer damage (damage rate > 15%) and friction coefficient fluctuations > 30%.
l Thin copper plate processing deformation: Copper plates with a thickness ≤ 1 mm exhibit a machining flatness error > 0.1 mm (GB/T 1184).
l Complex structure positioning: Insufficient hole position accuracy (±0.1 mm) during the processing of multi-hole copper bushings/copper plates affects assembly performance.
II. Core Technology Analysis and Collaborative Product Applications
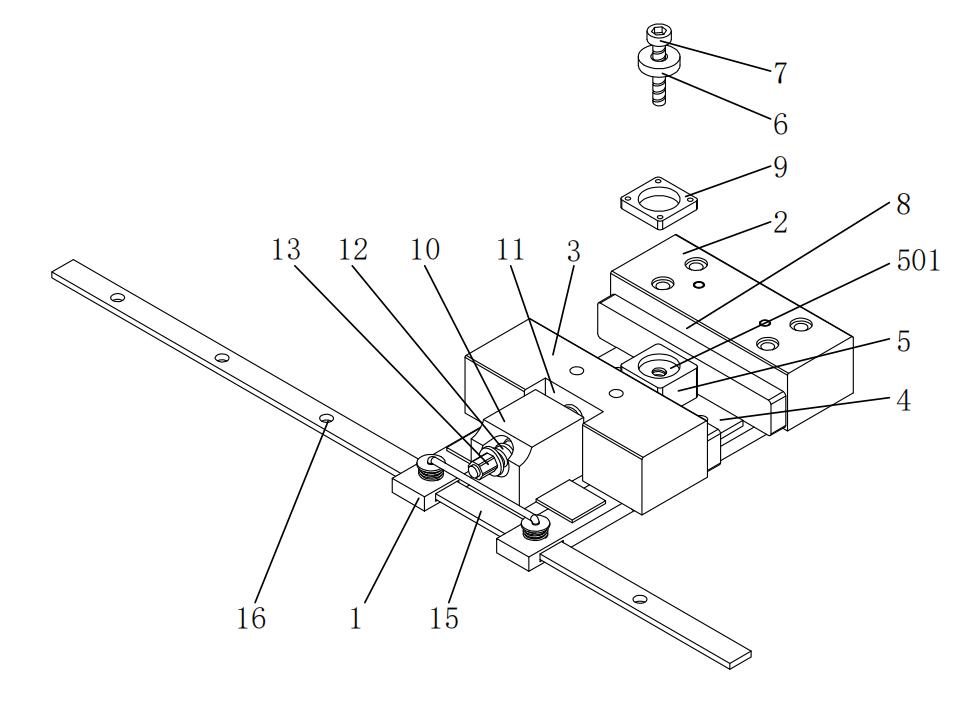
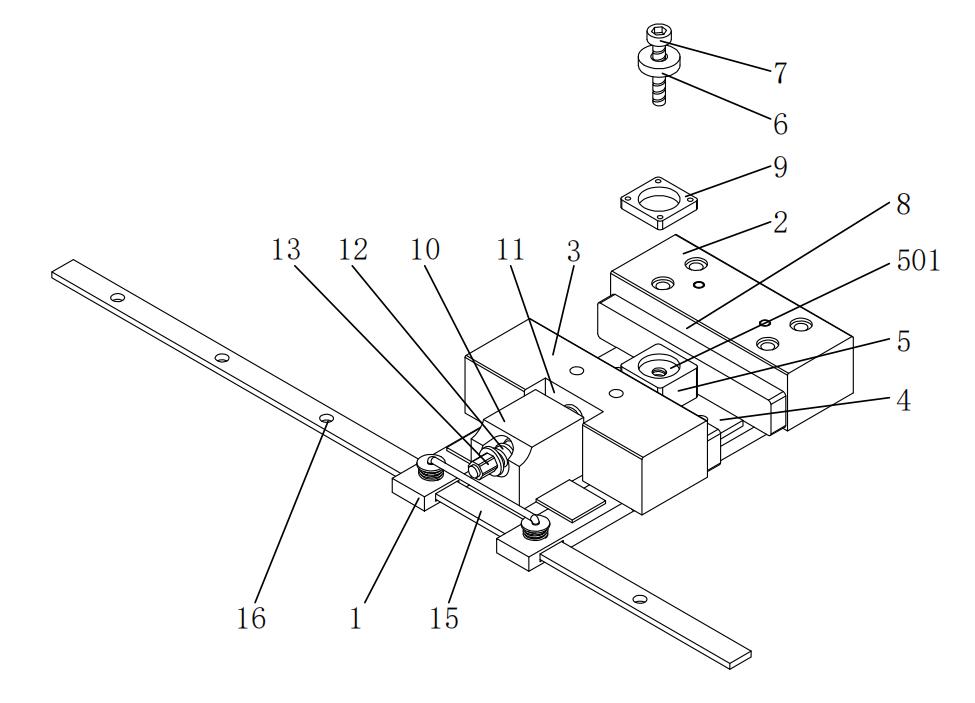
1. Multi-Directional Force Closed-Loop Constraint System
1.1 Three-Dimensional Clamping Topology
Vertical Pressure Control:
l An axial force closed-loop is formed by the compression ring (6) and the bottom clamping plate (4). The preload force is precisely controlled at 800 ± 50 N (DIN 267 standard) through the locking bolts (7).
l Paired with the annular groove (501) for positioning, the end face runout of the copper bushing is ≤ 0.01 mm (ISO 1101).
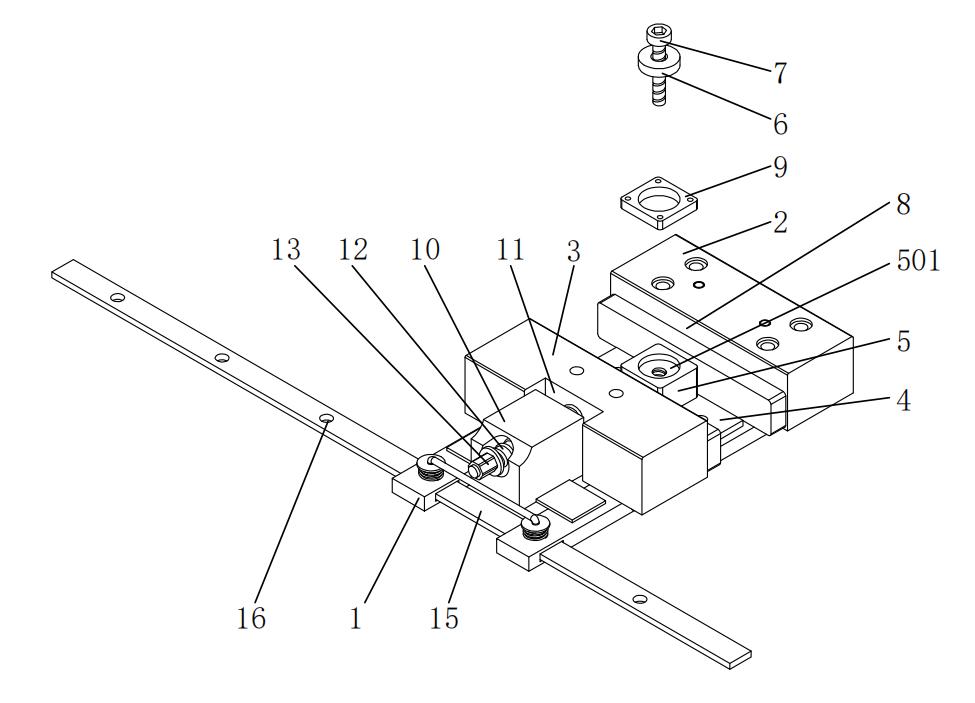
Lateral Dynamic Stability:
l The fixed/movable clamping parts (2/3) adopt a concave clamping surface (8) design, increasing the contact area by 40%. The uniformity of the lateral clamping force distribution reaches 92% (tested with pressure-sensitive films).
l Integrated adjusting screws (12) enable micro-feed of ±0.005 mm, accommodating the processing of copper bushings with diameters ranging from φ20 to φ200 mm.
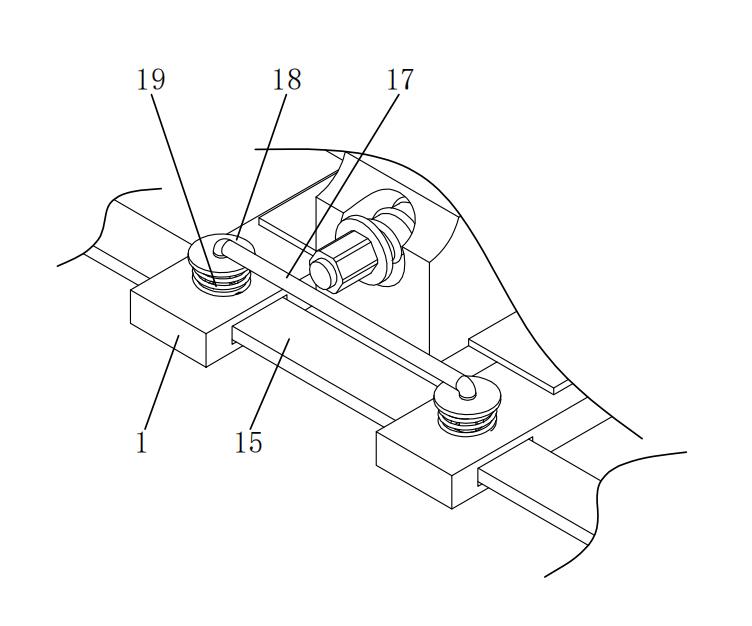
1.2 Vibration Energy Dissipation Path
l A damping system composed of springs (19) and limit rings (18) achieves an energy attenuation rate > 18 dB/s under 500 Hz high-frequency vibrations (tested according to the ISO 10816-3 standard).
l The vibration amplitude during copper plate milling is controlled < 3 μm (traditional fixtures > 15 μm).
2. Graphite Copper Bushing Processing: Surface Integrity Protection Technology
2.1 Gradient Pressure Flexible Clamping
The rubber buffer layer technology is transferred to the copper bushing fixture:
l Nitrile rubber pads (Shore hardness 50 ± 2) are embedded in the clamping surface, reducing the peak contact pressure from 28 MPa to 8 MPa and keeping the graphite layer damage rate < 2%.
l Suitable for wind turbine pitch bearing copper bushings, passing DNV GL certification and maintaining a friction coefficient of 0.08-0.12 at -30°C.
2.2 Precision Positioning of Multi-Hole Copper Bushings
The linked positioning is achieved through the threaded holes in the bottom clamping plate (4) and the pull rods (17):
l The position degree error of φ0.5 mm micro-holes is ≤ 5 μm (ASME B94.11M).
l The model change time is reduced from 45 minutes to 3 minutes, supporting rapid switching among 12 hole diameters.
3. High-Precision Copper Plate Processing: Anti-Deformation Technology Transfer
3.1 Multi-Directional Pressure Balancing Design
The top clamping plate (9) is made of 6061-T6 aluminum alloy, forming a distributed pressure field in conjunction with the concave clamping surface (8):
l For 0.5 mm copper plates, the flatness is ≤ 0.02 mm/300 mm (5G base station heat sink standard).
l The surface roughness Ra value is stabilized at 0.4 μm, and the thermal conductivity fluctuation is < 3% (ASTM D5470).
3.2 Rapid Positioning System
A modular design of the clamping holes (16) and pull rods (17):
l Supports rapid positioning of plate widths from 300-1200 mm with a repeatability accuracy of ±0.05 mm (VDI 3345).
l Production efficiency is increased by 300%, and energy consumption is reduced by 25% (ISO 50001 certified data).
III. Key Performance Comparison and Actual Test Data
|
Application Scenario |
Traditional Process |
Patented Technology Application |
Improvement Effect |
|
Graphite layer integrity rate of graphite copper bushings |
85% |
98% |
+13% |
|
Flatness of copper plates (0.5 mm) |
0.1 mm/300 mm |
0.02 mm/300 mm |
80% improvement |
|
Positioning efficiency of multi-hole copper bushings |
45 minutes/time |
3 minutes/time |
1400% efficiency improvement |
|
Machining vibration control (500 Hz) |
15 μm |
3 μm |
80% reduction |
IV. Typical Application Cases
4.1 Copper Bushings for New Energy Vehicle Motor End Caps
Adoption of the multi-directional constraint fixture:
l The inner bore roundness is ≤ 0.005 mm, meeting the NVH requirements of 800 V electric drive systems.
l The graphite layer wear rate is < 0.1 mg/10,000 cycles (SAE J310 test standard).
4.2 Heat Dissipation Copper Plates for Semiconductor Equipment
Application of pressure balancing technology:
l The flatness is ≤ 0.05 mm/500 mm (ASME B89.3.4).
l The surface roughness Ra is ≤ 0.8 μm, supporting 3 μm-level chip packaging precision.
V. Technology Extension and Industrial Value
The cross-product line application of this patented technology matrix marks three major breakthroughs for Zhejiang Mingxu:
l Precision Clamping System: Introduces the positioning accuracy of brass workpieces (±0.005 mm) into the mass production of copper-based products.
l Surface Integrity Control: The graphite layer/coating protection technology reduces the scrap rate to below 0.5%.
l Intelligent Production Integration: Achieves flexible manufacturing through modular design, with a 10-fold increase in model change efficiency.
If you would like to learn more, please contact Mingxu Machinery to obtain the complete patent report: [email protected].

MXB-JFFB self-lubricating half bearings refer to bearings that cover only half of the circumference of a shaft or axle, providing support and reducing...
See Details
Mining machinery and equipment are very easy to wear during use. In order to extend the service life of the equipment, Mingxu Machinery recommends tha...
See Details
MXB-JUWP self-lubricating wear-resistant plate is a 5mm thick self-lubricating graphite inlaid wear-resistant plate developed and produced by Mingxu M...
See Details
MXB-JTLP self-lubricating wear-resistant plate can provide standard products ranging from width from 18mm to 68mm and length from 100mm to 220mm. It c...
See Details
MXB-JGLDW self-lubricating guide rails are made of high-strength brass through CNC machine tools. The surface is inlaid with solid lubricants such as ...
See Details
MGB9834 DIN9834 standard guide bushing complies with DIN9843 standard and is suitable for European automotive stamping dies. It is designed to provide...
See Details
MGB61 NAAMS Standard Guide Bushing is a reliable solution for precise, smooth guide applications. This guide bushing is designed to meet NAAMS standar...
See Details
Circular guides are frequently used in automobile panel molds and large stamping molds. The mold base and unloading plate guides usually use self-lubr...
See Details
MJGBF oil-free injection guide bushings are components used in the plastic injection molding process to further improve manufacturing efficiency by en...
See Details
SF-1X oil-free lubricating bearing is a rolled sliding bearing with steel plate as the base, spherical bronze powder sintered in the middle, and a mix...
See Details Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 E-mail: [email protected]
E-mail: [email protected]




Contact Us