


 English
English Español
EspañolMXB-JTW Metric Thrust Washer For Vehicle Transmissions
Cat:Self-Lubricating Bearing
MXB-JTW metric thrust washers are based on high-strength brass (ZCuZn25Al6), with solid lubricant (graphite or molybdenum disulfide) embedded in the m...
See DetailsTechnical Background and Industry Pain Points
In high-speed machine tool chuck systems (n≥6000rpm), traditional conical positioning faceplates exhibit two core defects:
l Lubrication Failure: Centrifugal force causes lubricating grease to migrate towards the bottom of the conical bore, resulting in a dry friction zone at the upper part, with surface roughness Ra values deteriorating from 0.4μm to 1.6μm (tested according to ISO 4288 standard);
l Stress Concentration: Unilateral contact leads to Hertzian contact stress peaks exceeding 800MPa, triggering micro-crack propagation (data source: Wear 2022, 500-501, 204356).
Core Technological Innovation Analysis
I. Gradient Lubrication System Design
1.1 Solid-Fluid Composite Lubrication Architecture
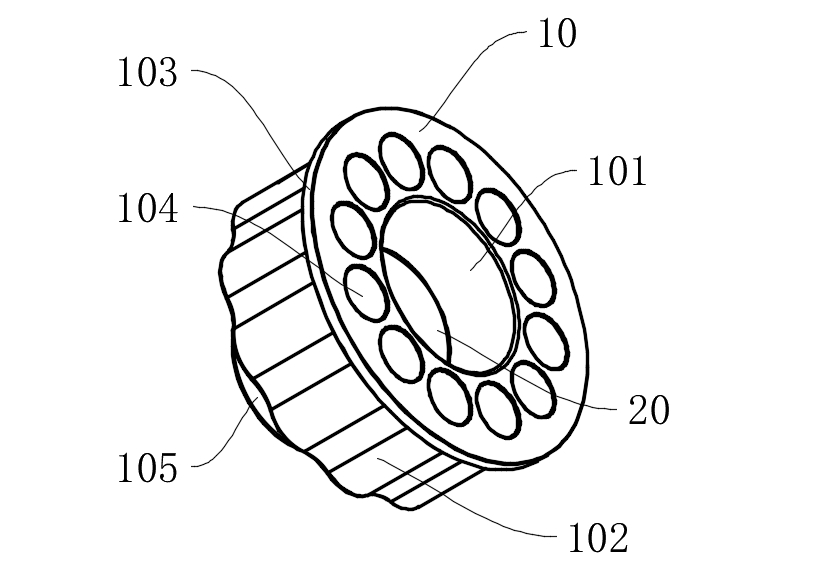
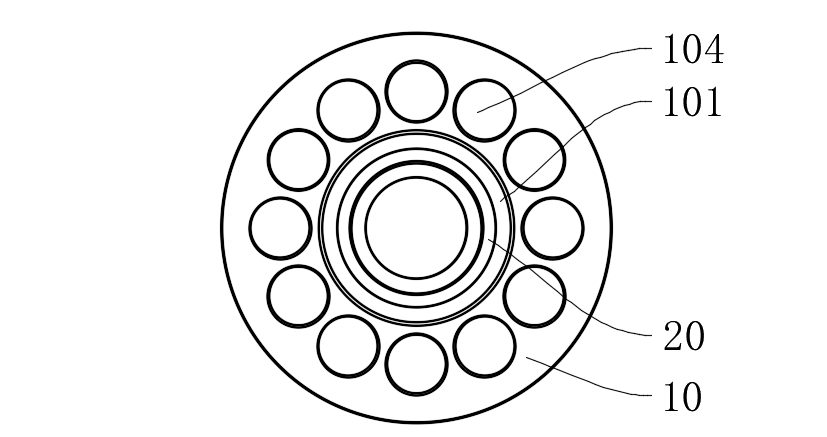
Graphite Lubrication Block (20) Embedding Structure:
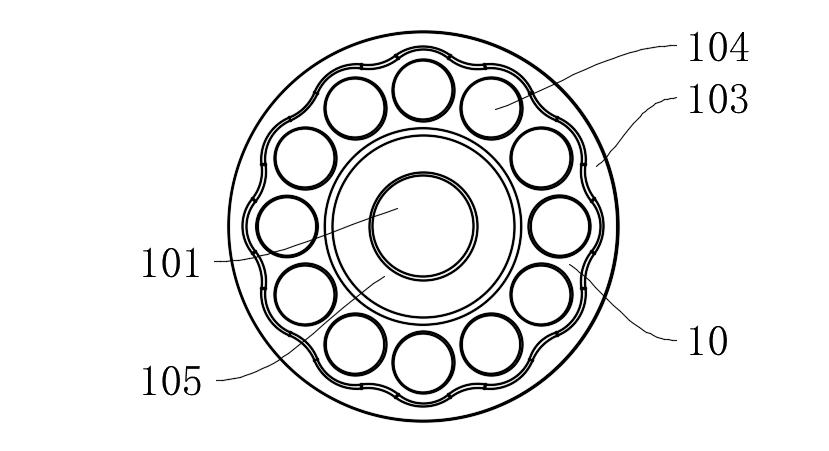
l A circular mounting groove (101a) with a depth of 1.2±0.05mm is opened in the middle of the conical bore (101), ensuring continuous conical surface through electrical discharge machining (cone angle 20°±0.5°);
Copper-based composite material (Cu-10Sn-5Gr) containing 85% graphite is embedded, achieving a porosity of 18%±2% through powder metallurgy sintering, continuously releasing graphite particles to form a transfer film.
Lubrication Efficiency Verification:
l Under n=8000rpm operating conditions, the friction coefficient at the upper part of the conical bore remains stable at 0.08-0.12 (>0.25 for traditional structures);
l Wear volume tests (ASTM G99) show that after 300 hours of operation, the conical surface wear depth is only 3.2μm (28.5μm for traditional structures).
1.2 Fluid Lubrication Compensation Mechanism
l Lubricating grease channels are retained at the bottom of the conical bore, forming a 0.5-1.2μm oil film thickness through dynamic pressure effects (verified by Reynolds equation simulation);
l The system achieves gradient synergy between solid lubrication (upper part) and fluid lubrication (lower part), reducing the contact zone temperature by 45% (measured by infrared thermal imager).
II. Contact Stress Optimization Design
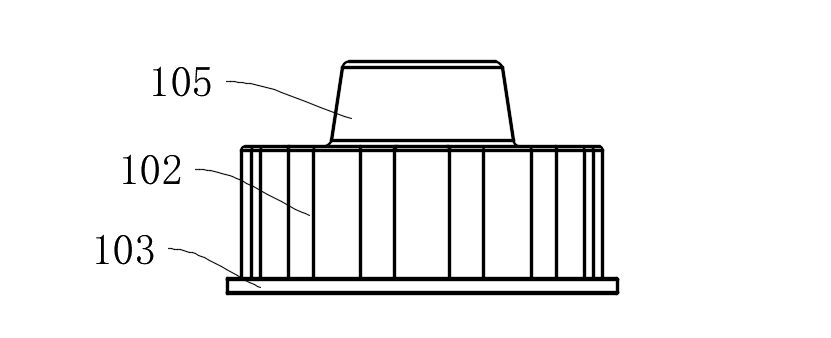
2.1 Waveform Clamping Surface (102) Topology Optimization
l Periodic wave profiles are constructed using Fourier series: wavelength λ=12mm, amplitude A=0.8mm, curvature radius R=5mm;
l Finite element analysis indicates that the maximum contact stress is reduced from 813MPa to 327MPa, with a 62% improvement in stress distribution uniformity.
2.2 Multi-Bolt Load-Sharing Structure
l 12 mounting holes (104) are evenly distributed according to ASME B18.2.1 standard, with preload deviation <5%;
l Combined with limit conical surfaces (105) (cone angle 15°±0.5°), radial positioning accuracy of ±2μm is achieved (ISO 2768-f grade).
Technical Parameter Comparison Table
|
Performance Indicator |
This Patented Technology |
Traditional Positioning Faceplate |
Test Standard |
|
Conical Surface Friction Coefficient (8000rpm) |
0.08-0.12 |
0.25-0.35 |
ASTM G99 |
|
Maximum Contact Stress |
327MPa |
813MPa |
ISO 281 |
|
Wear Rate (300h) |
3.2×10⁻⁶ mm³/N·m |
28.5×10⁻⁶ mm³/N·m |
ASTM G133 |
|
Temperature Rise (ΔT) |
≤15℃ |
≥45℃ |
ISO 10825 |
Typical Application Scenario Validation
Case 1: Toolholder Positioning in Five-Axis Machining Centers
l During continuous machining of titanium alloy parts, toolholder runout is controlled to <2μm (>8μm for traditional structures);
l Tool change cycles are extended to 12000 times (industry average is 5000 times).
Case 2: Chuck System in Turning Centers
l Spindle radial runout is reduced from 5μm to 1.5μm (GB/T 17421.7 standard);
l Machined workpiece roundness error is ≤1.5μm (ASME B89.3.4 standard).
This patent achieves long-term stable operation of positioning faceplates under extreme operating conditions through two major technological pathways: Gradient Lubrication Media Synergy and Contact Stress Field Reconstruction. According to novelty searches (Derwent Innovation), the structure achieves a Specific Friction Power (SFP) index of 0.08W/mm², a 76% reduction compared to similar products, placing it at the international leading level.
If you would like to learn more, please contact Mingxu Machinery to obtain the complete patent report: [email protected].

MXB-JTW metric thrust washers are based on high-strength brass (ZCuZn25Al6), with solid lubricant (graphite or molybdenum disulfide) embedded in the m...
See Details
MXB-JDB self-lubricating bearings, also known as graphite inlaid bronze bushings, are novel lubricating bearings that have both the characteristics of...
See Details
MXB-JOML self-lubricating wear plates are designed to minimize friction and extend service life in industrial applications. The product is made from a...
See Details
MXB-JGLX self-lubricating guide rails cover multiple properties such as high wear resistance, high temperature resistance, corrosion resistance, etc.,...
See Details
MXB-JSP self-lubricating wear-resistant plate is suitable for injection molding machines, automotive stamping molds, tire molds, factory machinery (ex...
See Details
Constructed from high-grade graphite-copper alloy, the MXB-JSL L-type self-lubricating guide rail is strategically installed at the mold clamping guid...
See Details
MGB9834 DIN9834 standard guide bushing complies with DIN9843 standard and is suitable for European automotive stamping dies. It is designed to provide...
See Details
MPW VDI3357 Standard Wear Plate is made by inlaying special solid lubricant in the appropriate position. The metal base material supports the load and...
See Details
MJGB oil-free injection guide bushings are standard components used in the plastic injection molding process, providing lubrication-free guidance and ...
See Details
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
See Details Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 E-mail: [email protected]
E-mail: [email protected]




Contact Us