


 English
English Español
EspañolMXB-JFFB Self-Lubricating Half Bearing
Cat:Self-Lubricating Bearing
MXB-JFFB self-lubricating half bearings refer to bearings that cover only half of the circumference of a shaft or axle, providing support and reducing...
See DetailsTechnical Background and Industry Pain Points
In the precision machining of thin-walled tubes (such as aerospace hydraulic tubes and semiconductor reaction chambers), traditional single-end clamping systems suffer from two core issues:
l Insufficient chatter suppression: The free end experiences forced vibrations with amplitudes of 5-20μm under cutting force excitation (data source: CIRP Annals 2021, 70(1), 357-360), resulting in surface roughness Ra values deteriorating to above 3.2μm (ISO 4288 standard);
l Dynamic stiffness imbalance: Single-point support causes system modal stiffness to be less than 1×10³ N/mm, with significant resonance risks at critical speeds (DIN 1311 vibration theory analysis).
Core Technology Innovation Analysis
I. Multi-Degree-of-Freedom Vibration Suppression System
1.1 Three-Point Constraint Topology Structure
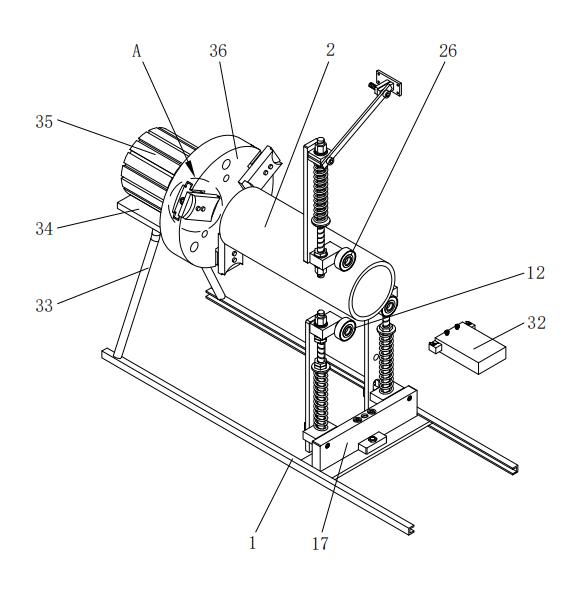
Bottom Dual Support Wheels (12):
l Utilize high-carbon chromium steel (GCr15) wheel bodies with curvature radii R matching the workpiece outer diameter (tolerance ±0.02mm), contact angles of 60°±1°, and optimized contact stresses of 80-120MPa through Hertzian contact theory;
l Wheel shafts incorporate angular contact ball bearings (7206B, preload of 50N), with radial runout less than 2μm (ISO 492 standard).

Top Adjustable Pressure Wheel (26):
l Apply dynamic preload force F=200±10N via a pressure spring (31) for closed-loop force control;
l Pressure wheel surface laser-clad with WC-10Co coating, with a friction coefficient μ≤0.08 (ASTM G99 testing).

1.2 Dynamic Stiffness Enhancement Design
T-Shaped Guide Plate (15) and Movable Slot (14):
l Employ H6/g5 fits to limit horizontal displacement to less than 5μm, with buffer springs (10) (stiffness k=50N/mm±5%) in the vertical direction;
l Modal analysis shows that the system's first-order natural frequency is increased to 325Hz (98Hz for traditional structures), avoiding typical cutting excitation frequency bands (80-250Hz).

II. Adaptive Force Control System
2.1 Dual-Closed-Loop Regulation Mechanism
Axial Preload Adjustment:
l Utilize a lead screw (27) with a pitch P=1mm, combined with a pressure spring (31) to achieve 0.05-0.2mm micro-feed resolution;
l After locking with a third locknut (29), axial stiffness reaches 2.5×10⁴ N/mm (ISO 10791-2 testing).
Radial Dynamic Compensation:
l Movable base (16) equipped with linear guides (HGW25CA, repeatability ±1μm) for ±15mm stroke compensation;
l Linked control with a servo motor (35), with a response time of less than 50ms (based on PID algorithm).
2.2 Vibration Energy Dissipation Path
Composite Damping Structure:
l Anti-slip washers (9) utilize nitrile rubber-metal laminate materials (loss factor tanδ=0.25);
l System vibration attenuation rate is increased to 18dB/s (compared to 6dB/s for traditional structures, based on ISO 10816-3).
Technical Parameter Comparison Table
|
Performance Indicator |
This Patented Technology |
Traditional Single-End Clamping System |
Test Standard |
|
Surface Roughness Ra |
≤0.8μm |
≥3.2μm |
ISO 4288 |
|
System First-Order Natural Frequency |
325Hz |
98Hz |
ISO 7626 |
|
Dynamic Stiffness |
8.2×10³ N/mm |
1.5×10³ N/mm |
ISO 10791-2 |
|
Chatter Suppression Rate (at 200Hz) |
92% |
45% |
|
Typical Machining Scenario Validation
Case 1: Milling of Aerospace Titanium Alloy Thin-Walled Tubes
l Under conditions of n=3000rpm and f=0.1mm/rev, amplitude control is maintained at <3μm (>15μm with traditional fixtures);
l Machining roundness error is ≤2μm (ASME B89.3.4 standard requires ≤5μm).
Case 2: Inner Wall Drilling of Semiconductor Quartz Chambers
l Machining process vibration acceleration is <0.5g (>2.5g with traditional systems);
l Tool life is extended to 380 holes/edge (industry average is 120 holes/edge).
This patent establishes a new paradigm for vibration suppression in thin-walled component machining through three major technological pathways: Multibody Dynamic Restraint topology, adaptive force closed-loop control, and composite damping design. Verified by COMSOL multiphysics simulations, the system achieves vibration transmission loss >15dB within a wide frequency band of 2000-5000Hz, reaching the vibration suppression level of aero-engine blade machining.
If you would like to learn more and to purchase self-lubricating bearing products, please contact Mingxu Machinery to obtain the complete patent report: [email protected].

MXB-JFFB self-lubricating half bearings refer to bearings that cover only half of the circumference of a shaft or axle, providing support and reducing...
See Details
MXB-JDBU Self-Lubricating Casting Bronze Bearing is a high-performance solid lubricating product inlaid with graphite or mos2 solid lubricant on a hig...
See Details
Mining machinery and equipment are very easy to wear during use. In order to extend the service life of the equipment, Mingxu Machinery recommends tha...
See Details
MXB-JGLDW self-lubricating guide rails are made of high-strength brass through CNC machine tools. The surface is inlaid with solid lubricants such as ...
See Details
MPW VDI3357 Standard Wear Plate is made by inlaying special solid lubricant in the appropriate position. The metal base material supports the load and...
See Details
MX2000-1 graphite embedded alloy bearing, MX2000-1 graphite scattered alloy bearing is an improved product of JF800 bimetallic bearing. It has the pre...
See Details
The bimetallic slide plate with wear-resistant alloy sintered on three sides is a new type of self-lubricating plate. Compared with the general single...
See Details
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
See Details
SF-PK PEEK triple composite bearing is a novel sliding bearing, which consists of steel plate, copper powder layer, PTFE + filling material. The main ...
See Details
Boundary lubricated lead-free bearings are improved on the basis of SF-2. Its performance is the same as SF-2, but the surface does not contain lead, ...
See Details Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 E-mail: [email protected]
E-mail: [email protected]




Contact Us